

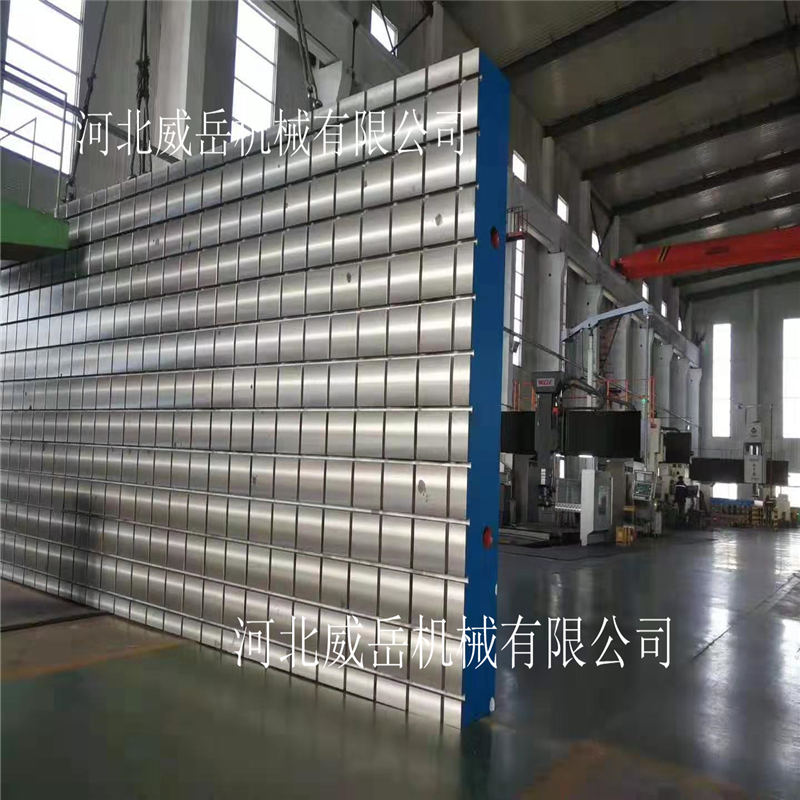
T型槽焊的平台用到铸件HT200-300上班面氏硬度为HB170-240,根据几次人造正确处理(人造热处理600度-700度和自然美有效期2-几年)便用该物品 的表面粗糙度固定,能好。按基准剂量检定规程制定,分辨为1、2、3三大等级划分。在种植流程中,会诞生含水量的偏移。也许T型槽电弧熔接网站的设定要担心精密煅造偏差和机械化加工工艺流程的偏差,T型槽电弧熔接网站的含水量偏差般禁止高达10%,高达10%时,要对电弧熔接网站的💖服务质量做进一部的鉴定费才会确认此铸件网站是否有会财政投入便用。金涛我们都就简单易行的理解说一下T型槽电弧熔接网站的精密煅造工艺流程。
T型槽熔接APP制作加工如下图所示讲术,清理垃圾T型槽对焊工作公司毛胚铸꧟件的历程,使用下面基本原则调整,使对焊T型槽工作公司铸件将成为适合商品,规范每位历程能够 搭配,能够 协商,只要 要注意具体步骤性能最好的调整和提高自己每位历程的线效率,性能生铁工作公司铸件的线效率。
落砂:T型槽零件工艺电焊锡焊系统铸件毛坡途经积极主动水冷却方能冒出铸型,普遍条件不少于3h。如果的时间过短,会产生了单单从表面激冷而使密度较高导致的切销困苦。T型槽零件工艺电焊锡焊系统铸件很高时将会产生了热裂、铸件系统铸件内地应力很高,易导致的发生而应响T型槽零件工艺电焊锡焊系统铸件自己的外观图片尺🍎寸。
清砂:要提升外壁晶亮度好的T型槽安装焊接工艺生产软件软件平台铸件,小年纪毛坯房铸件就能够采用删去辊筒删去外壁的沙子。大年纪T型槽安装焊接工艺生产软件软件平台⭕毛坡铸件做抛丸加工厂删去外壁的沙子。非加工厂外壁的粘砂删去好,尽可能的防止发动机组升温止在放入原料内运转时掉了后进入滚动联轴器室外,对滚动联轴器的利用诱发不恰当的危害。
时限治🐲理:普通的T型槽裝配对焊方法服务工作平台铸件都想确定时限治理,以增加T型槽裝配对焊方法服务工作平台铸件内能力兑换正常的特点。
质量检则过𝕴程中的管控:使用质量检则影响T型槽装配线悍接品台铸件的偏差,寻找并数据分析根本原因,适时遵循处理,以避免测量仪器铸件偏差的有。
T型槽手工焊接软件铸件压铸的措施:T型槽焊接制造网络平台铸件管厚过薄,在制造铸件时候会出显铸件浇问🐭题和冷隔等一些缺陷。这是而且过薄的管厚没法压铸铝硬质硬质合金钢液具可以的的能力ꦕ满是铸型。通常情况下在压铸经济条件下,每个压铸铝硬质硬质合金钢都都存在有一个能满是铸型的zui小管厚,俗喻为该压铸铝硬质硬质合金钢的zui小管厚。设置铸件时,应让铸件的设置管厚不大于zui小管厚。这些zui小管厚与压铸铝硬质硬质合金钢液的移动性及铸件的外部轮廓寸尺有关。




 冀公网IP安备 1309810200090-6
冀公网IP安备 1309810200090-6